 手机版|
手机版|

 二维码|
二维码|













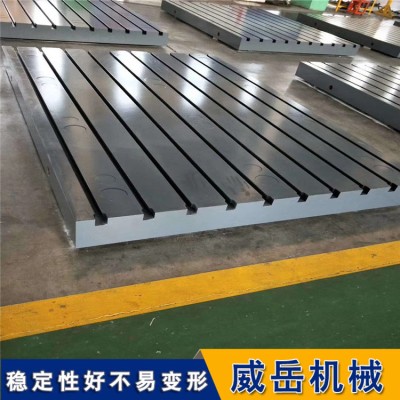
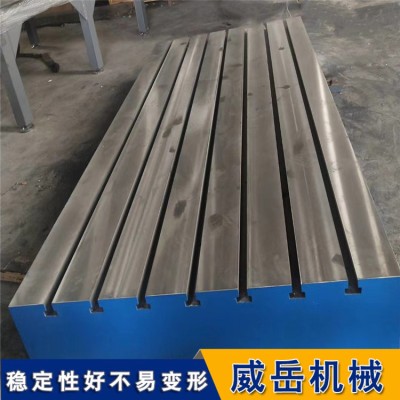
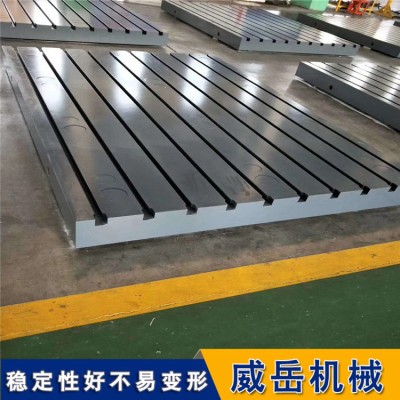
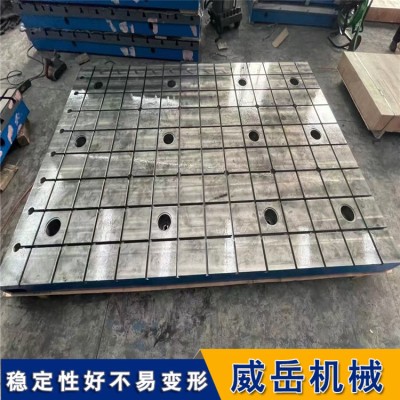
涨知识:五轴联动铸铁地梁是如何传动的?
铸铁地梁的工序要求及检验方法,细刮的目的在于增加表面精度,对尺寸的影响很小,所以要注意刃口的锋利光滑,并跟平板倾角成5度。铸铁地梁刀迹要小,约3mm宽、6mm长,每刀都应该在点上,先在点前面落刀,在点中间用力下压,过点抬起。刮时要按点的大小,亮暗而分轻重,大的亮点全刮,中等点中间挑开,分成两个小点,小的黑点可以留着不刮,小的掉,这样大刮研点变成小点,中刮研点分成两个小点,原来的铸铁地梁小刮研点变成大点,原来没有刮研点的地方也会出现点。细刮时应该注意温度的变化,如果划线平台的热处理做的很好,室温变化不大,那么铸铁地梁基本不会产生变形,但某一部分被太阳光直接晒着,或者附近有火炉等热源。
铸铁地梁刮研的点越多,刀迹应越小,吃刀也较轻,但也不能太轻,不然刮研点不深,显示不明显,而且点容易磨掉,一般在右。铸铁地梁互相研磨时,由于本身刚度和重量的影响,底部的支点(三条腿)上的受力,往往会产生平板的变形。细刮结束时,铸铁地梁每25mm2的方框中将有25~30个刮研点,承压面积约20,平直性达到每300mm,误差不大于0.0037mm。
检测是确定铸铁地梁铸件能否达到设计要求的必要工序与手段。铸铁地梁检测通常分为下列几类:表面问题检测目测法、磁粉检测、透检测。铸铁平台试验棒检测铸铁石墨形状与结构的声波法,钢铁材料、非铁金属的组织硬度涡流法。铸铁地梁内部问题检测射线照相法、荧光显示法、压力检测法检查铸件渗漏、组织致密程度
检查铸铁地梁图和铸造工艺文件规定的全部尺寸。这种检测方式适用于检测:试生产铸件的首件,成批或大量生产铸件的随机抽样铸件,单件或小批量生产的铸件。检测铸铁地梁图和铸造工艺文件规定的几个控制尺寸这种检测方式用于对在流水线上大批量生产的铸件尺寸进行控制性检测。对需要机械加工的划线平台铸件的划线检测,检测时应划出机械加工基准线,必要时应对尺寸偏差较大的尺寸作适当的调整。对铸铁地梁加工过程中有争议原因,提出解决措施,用于仲裁性检测,找出争议原因,提出解决措施,用专用的量具检测全部划线平台的主要尺寸。
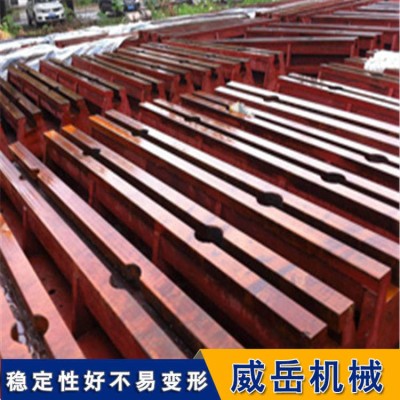
选择铸铁地梁铸造方法时,应遵循以下几项原则:优先采用铸铁地梁砂型铸造据统计,全部铸件产量中有70~80的铸件是用砂型生产的,而且其中70左右是用黏土使型砂主要原因是:铸铁地梁湿型砂铸造较其他铸造方法成本低,生产工艺简单,生产周期短,适应造型条件的能力强。近代的高压造型、型、气冲造型、静压造型等新工艺,也都是以使用黏土湿型砂为前提的。
目前国内外铸铁地梁铸造生产常用的工艺方法是砂型铸造,其次是金属型铸造、失蜡(熔模)铸造等。随着铸件质量、铸铁地梁铸造生产环境铸造自动化等要求的提高,铸铁地梁铸造工艺技术正向着精化、自动化和清洁化的方向发展。19世纪末和20世纪上半叶,出现了很造方法如低压铸造、陶瓷型铸造、连续铸造、消失模铸造等,在20世纪下半叶得到了完善和实用化。
联系人威岳机械谢女士15350773479
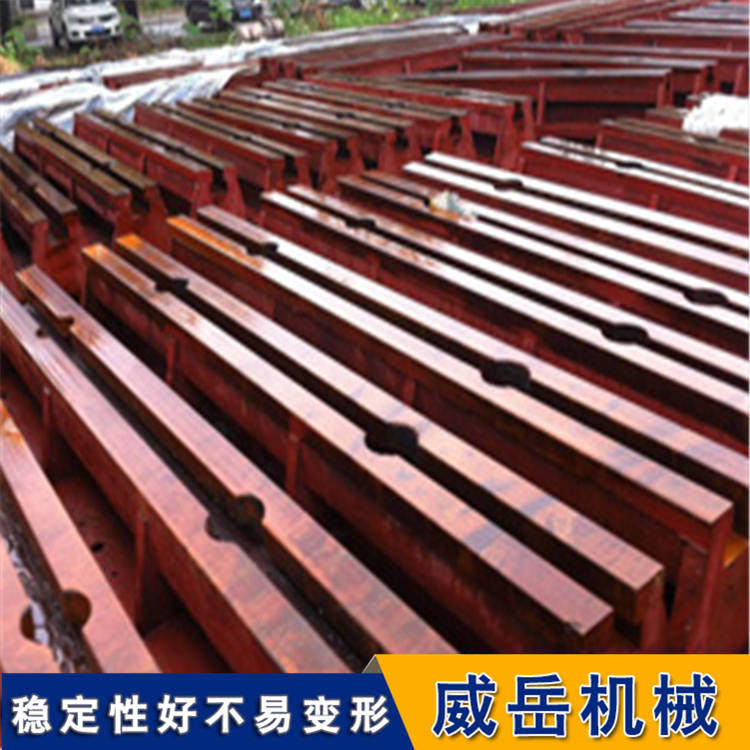
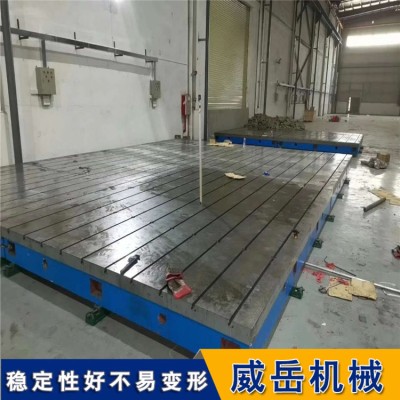
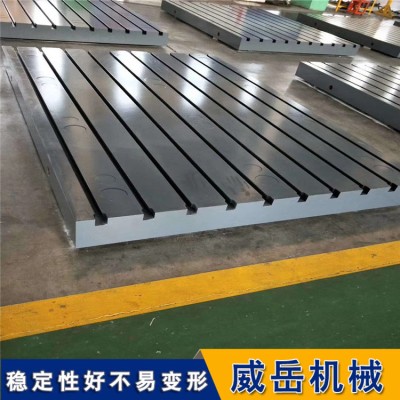
威岳机械-铸铁地梁-铸铁地梁提供安装
- 产品详情
- 产品评价
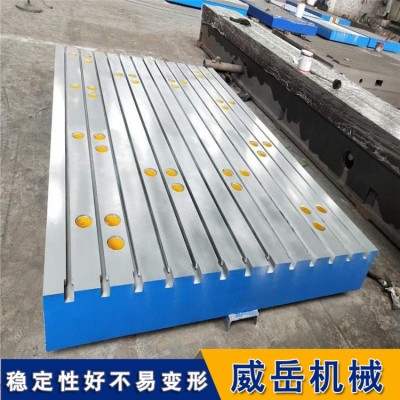
- 精度:0-1-2-3
- 硬度:hb170-240
- 材质:ht250
- 供货总量:1000 台
- 发货期限:自买家付款之日起 3 天内发货
- 所在地:河北 沧州市
打赏
店铺内相关商品
-
 邵阳电机测试平台-河北威岳机械有限¥: 3622.00/台
邵阳电机测试平台-河北威岳机械有限¥: 3622.00/台 -
 新能源汽车综合电机平台,新能源汽车¥: 3622.00/台
新能源汽车综合电机平台,新能源汽车¥: 3622.00/台 -
 电机试验平台铸铁平板试验台电机装配¥: 3622.00/台
电机试验平台铸铁平板试验台电机装配¥: 3622.00/台 -
 威岳机械-铸铁地梁-铸铁地梁提供安装¥: 3622.00/台
威岳机械-铸铁地梁-铸铁地梁提供安装¥: 3622.00/台 -
 T型槽铸铁平台厂家供应,型号齐全价格¥: 3622.00/台
T型槽铸铁平台厂家供应,型号齐全价格¥: 3622.00/台 -
 北京T型槽铸铁平台生产厂家铸铁T型槽¥: 3622.00/台
北京T型槽铸铁平台生产厂家铸铁T型槽¥: 3622.00/台 -
 试验平台,电机试验平台,铸铁试验平台¥: 3622.00/台
试验平台,电机试验平台,铸铁试验平台¥: 3622.00/台 -
 铸铁试验平台,实验室铸铁平台底座厂¥: 3622.00/台
铸铁试验平台,实验室铸铁平台底座厂¥: 3622.00/台 -
 推荐厂家铸铁试验平台T型槽生产厂家¥: 3622.00/台
推荐厂家铸铁试验平台T型槽生产厂家¥: 3622.00/台 -
 多年老厂批发零售铸铁地板 碳钢材质¥: 2633.00/件
多年老厂批发零售铸铁地板 碳钢材质¥: 2633.00/件


免责声明:
以上所展示的威岳机械-铸铁地梁-铸铁地梁提供安装供应信息由河北威岳有限公司自行提供,威岳机械-铸铁地梁-铸铁地梁提供安装信息内容的真实性、准确性和合法性由发布企业河北威岳有限公司负责,本网站不承担任何责任。本网站不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
{kind=link}